

Ik kijk uit naar je bericht
Onze fabriek werd opgericht in 2006
-
 Mobile/Whats app/Wechat: +86-18761594570 (mevrouw Jenny Chen)
Mobile/Whats app/Wechat: +86-18761594570 (mevrouw Jenny Chen)
-
 E-mail: [email protected]
E-mail: [email protected]
POF-krimpfolie: specificaties, kwaliteiten en verpakkingsgids
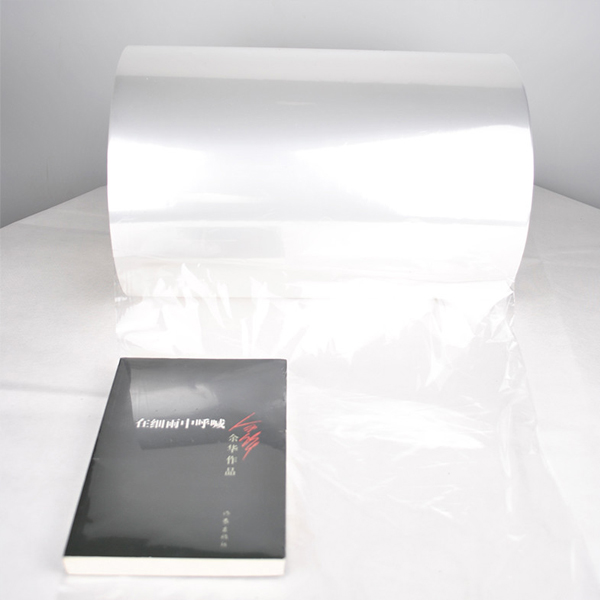
POF-krimpfolie — polyolefinekrimpfolie — is wereldwijd het meest gebruikte flexibele verpakkingsmateriaal voor de verpakking van producten in de detailhandel en e-commerce. Het krimpt strak rond producten wanneer ze worden blootgesteld aan hitte, waardoor een transparante, manipulatiebestendige afdichting ontstaat die de inhoud tijdens verzending beschermt en deze netjes in de schappen presenteert. Als u krimpfolie voor productverpakkingen selecteert, is POF de juiste standaardkeuze voor de overgrote meerderheid van toepassingen op het gebied van voedingsmiddelen, cosmetica, speelgoed en consumptiegoederen. Het combineert helderheid, sterkte, FDA-conformiteit en afdichtingscompatibiliteit op een manier die PVC- en PE-krimpfolie niet bieden.
In deze gids wordt precies uitgelegd wat POF-krimpfolie is, hoe deze verschilt van alternatieven, welke specificaties u moet evalueren en hoe u de juiste filmkwaliteit kunt afstemmen op uw verpakkingslijn en productvereisten.
Wat POF-krimpfolie is en hoe het werkt
POF staat voor polyolefine, wat verwijst naar een familie van polymeren waaronder polyethyleen (PE) en polypropyleen (PP). POF-krimpfolie is een meerlaagse gecoëxtrudeerde film – doorgaans drie tot vijf lagen – waarbij elke laag is ontworpen om een specifieke eigenschap bij te dragen: afdichtingsprestaties, krimpverhouding, helderheid of lekbestendigheid. De buitenste lagen zijn meestal van polypropyleen voor stijfheid en glans; de binnenste lagen zijn op polyethyleen gebaseerd voor afdichting en flexibiliteit.
Het krimpgedrag wordt tijdens de productie in de film ingebouwd via een biaxiaal oriëntatieproces. De film wordt gelijktijdig in zowel de machinerichting (MD) als de dwarsrichting (TD) uitgerekt terwijl hij wordt verwarmd, en vervolgens onder spanning afgekoeld. Dit uitrekken introduceert moleculaire spanning in de polymeerketens. Wanneer de film later opnieuw wordt verwarmd in een krimptunnel, ontspannen die polymeerketens en trekt de film samen – typisch 30-80% in beide richtingen afhankelijk van de kwaliteit – nauw aansluitend op het productoppervlak.
Krimpverhouding en krimpkracht zijn twee verschillende eigenschappen. De krimpverhouding beschrijft hoeveel de film samentrekt. Krimpkracht beschrijft hoe hard het trekt terwijl het samentrekt. Een hoge krimpkracht op kwetsbare producten kan vervorming veroorzaken. Het afstemmen van de krimpkracht op de stijfheid van het product is dus net zo belangrijk als het afstemmen van de krimpverhouding op de productgeometrie.

POF versus PVC versus PE-krimpfolie: belangrijkste verschillen
Drie krimpfoliematerialen domineren de markt. Het begrijpen van hun verschillen voorkomt verkeerde toepassing en helpt de prijspremie van POF ten opzichte van PVC- en PE-alternatieven te rechtvaardigen.
| Eigendom | POF (polyolefine) | PVC (polyvinylchloride) | PE (polyethyleen) |
|---|---|---|---|
| Duidelijkheid | Uitstekend (>90% lichttransmissie) | Goed | Wazig tot matig |
| FDA Voedselcontact | Ja | Beperkt (additieven) | Ja (most grades) |
| Bijproducten verbranden | Alleen CO₂ en water | Zoutzuur (HCl) | CO₂ en water |
| Afdichtingssterkte | Hoog, consistent | Matig | Goed at thicker gauges |
| Bereik verkleinen | 30-80% (biaxiaal) | 20–60% | 15-40% (meestal uniaxiaal) |
| Tunneltemperatuur | 120–200°C | 100–160°C | 120–180°C |
| Geur tijdens het sealen | Minimaal | Merkbare chloorgeur | Minimaal |
| Relatieve kosten | Gemiddeld-hoog | Laag-gemiddeld | Laag |
De lage kosten van PVC maakten het decennialang de dominante krimpfolie, maar het bijproduct van de HCl-verbranding heeft in veel landen en industrieën tot beperkingen of verboden geleid. Veel Europese detailhandelaren verbieden nu PVC-verpakkingen regelrecht. POF heeft PVC effectief vervangen voor productverpakkingen voor de detailhandel in de meeste ontwikkelde markten , terwijl PE het voorkeursmateriaal blijft voor zware bundeltoepassingen zoals multipacks voor waterflessen, waarbij duidelijkheid ondergeschikt is aan kosten en belastingssterkte.
POF-krimpfoliespecificaties die er echt toe doen
Filmgegevensbladen bevatten veel cijfers. Dit zijn de specificaties die rechtstreeks van invloed zijn op uw verpakkingsresultaat en machinecompatibiliteit:
Maat (dikte)
POF-folie is verkrijgbaar vanaf 12 micron (0,48 mil) tot 40 micron (1,57 mil) , waarbij 15–19 micron het meest voorkomende bereik is voor consumentengoederen in de detailhandel. Dunnere films verlagen de materiaalkosten en krimpen sneller, maar hebben een lagere lekweerstand en afdichtingssterkte. Voor zware producten of producten met scherpe randen zijn dikkere films vereist.
- 12–15 micron: Lichte producten, cosmetica, softwareboxen, kaarten – hogesnelheidslijnen, kostengevoelige toepassingen
- 15–19 micron: Standaard retailproducten, dienbladen, boeken, speelgoed – het breedste toepassingsbereik
- 19–25 micron: Zwaardere of onregelmatige producten, hardware, industriële goederen met randen
- 25–40 micron: Multi-pack bundeling, producten die een aanzienlijke lekbestendigheid vereisen
Krimpverhouding (MD en TD)
De krimpverhouding wordt afzonderlijk gemeten in de machinerichting (MD, langs de folierol) en de dwarsrichting (TD, over de breedte). Uitgebalanceerde krimp – waarbij de MD- en TD-verhoudingen dicht bij elkaar liggen – zorgt voor een kreukvrije afwerking op rechthoekige producten. Ongebalanceerde krimp is geschikt voor buisvormige of cilindrische producten waarbij de meeste krimp in één richting nodig is.
Aanbieding standaard centerfold POF-films MD-krimp van 40-70% en TD-krimp van 35-65% bij 130°C. Vraag uw leverancier om krimpcurven (krimppercentage versus temperatuur) - deze laten zien hoe vergevingsgezind de film is bij tunneltemperatuurvariaties, wat van belang is voor de consistentie van de lijnsnelheid.
Begintemperatuur afdichting
Dit is de minimale sealbalktemperatuur waarbij de folie een betrouwbare seal vormt. De meeste POF-films sealen tussen 100–140°C op de sealbalk. Films met lagere seal-initiatietemperaturen maken snellere machinecyclussen mogelijk, omdat de sealbalk minder tijd nodig heeft om te sluiten en opnieuw te openen. Dit is van groot belang bij snelle L-bar- of zijsealmachines die meer dan 25 verpakkingen per minuut draaien.
Wrijvingscoëfficiënt (COF)
COF bepaalt hoe soepel de folie door de verpakkingsmachine gaat en hoe gemakkelijk verpakte producten door de krimptunnel worden getransporteerd. Een lage COF (0,1–0,2) heeft de voorkeur voor geautomatiseerde hogesnelheidslijnen. Films met anticondens- of antistatische additieven hebben vaak gewijzigde COF-waarden; controleer de compatibiliteit met de specificaties van uw machinefabrikant voordat u overschakelt op filmkwaliteit.

POF-filmformaten: centerfold, single-wound en tubing
POF-krimpfolie wordt geleverd in drie fysieke formaten. Het vereiste formaat wordt volledig bepaald door het type verpakkingsmachine. Het wisselen van machinetype om toegang te krijgen tot een ander filmformaat is zelden praktisch.
| Formaat | Beschrijving | Machinetype | Beste voor |
|---|---|---|---|
| Middenvouw | Enkele platte rol gevouwen in het midden; productinzetstukken in de open zijde | L-staafafdichter | Retailproducten, verschillende maten, lage tot gemiddelde snelheid |
| Enkelwond (plat) | Twee losse platte rollen; Er wordt een folie om het product gevormd en aan alle kanten afgedicht | Zij- of achtersealmachine | Automatische lijnen met hoge snelheid, uniform product |
| Slangen | Voorgevormde buis; product is geplaatst en beide uiteinden zijn verzegeld | Mouw- of bandapplicatie | Cilindrische producten, flessen, blikjes |
Centerfold-film is het dominante formaat voor semi-automatische en handmatige L-bar-bewerkingen, omdat één rol zowel als boven- als onderfilm dient, wat het wisselen vereenvoudigt. Voor volledig geautomatiseerde flow-wrap- of side-sealmachines die meer dan 40 verpakkingen per minuut draaien, is enkelvoudig opgewonden folie op speciale afwikkelposities aan de boven- en onderkant standaard.
Speciale POF-filmkwaliteiten voor specifieke toepassingen
Standaard POF-film is geoptimaliseerd voor helderheid en krimpprestaties op droge goederen. Verschillende speciale kwaliteiten breiden de bruikbaarheid van POF uit naar meer veeleisende toepassingen:
Anticondens POF-film
Anticondensfolie bevat oppervlakteadditieven die voorkomen dat er condensdruppels ontstaan op het binnenoppervlak van de folie bij het verpakken van koude of gekoelde producten. Zonder anticondensbehandeling condenseert vocht van gekoelde voedselproducten aan de binnenkant van de folie, waardoor het product aan het zicht wordt onttrokken en het voor de consument bedorven lijkt. Anticondens-POF is vereist voor verse producten, gekoelde kant-en-klaarmaaltijden en alle gekoelde, in de winkel verpakte producten. Anticondens-kwaliteiten hebben doorgaans een prijspremie van 15-25% ten opzichte van standaard POF.
Geperforeerde POF-film
Micro-geperforeerde POF-film heeft laser- of mechanisch geproduceerde gaatjesperforaties waardoor lucht uit de verpakking kan ontsnappen tijdens het krimpen. Zonder perforaties creëert de lucht die in de verzegelde verpakking zit een druk die bestand is tegen krimp en kan ervoor zorgen dat de film scheurt of dat de afdichting mislukt bij onregelmatige of concave producten. Perforaties zorgen er ook voor dat vochtdamp uit verse voedselproducten kan ontsnappen, waardoor de houdbaarheid wordt verlengd door de interne vochtophoping te verminderen.
Perforatiepatronen worden gespecificeerd op basis van de gatgrootte (doorgaans een diameter van 0,3–1,0 mm) en de dichtheid (gaten per cm²). Grovere perforaties zorgen voor een snellere luchtafvoer bij volumineuze producten; fijnere perforaties zorgen voor een betere barrière terwijl de druk nog steeds wordt opgeheven.
Hoogkrimpende POF-film
Standaard POF bereikt een krimp van 40-60% bij typische tunneltemperaturen. Hoge krimpkwaliteiten worden bereikt 70-80% krimp en zijn ontworpen voor zeer onregelmatige productgeometrieën – vreemd gevormde cadeausets, producten met diepe uitsparingen of bundels met meerdere items waarbij de film zich strak over een complex oppervlakteprofiel moet aanpassen. Hoge krimpkwaliteiten vereisen een nauwkeurige controle van de tunneltemperatuur, omdat oververhitting ervoor zorgt dat de film te veel krimpt, waardoor er ezelsoorspanningspunten ontstaan bij de producthoeken.
Afdrukbare POF-film
Oppervlakbehandelde POF-film is geschikt voor flexografisch, diepdruk of digitaal printen om branding, barcodes of productinformatie rechtstreeks op de krimpfolie te dragen. Het filmoppervlak moet een coronabehandeling ondergaan om een dyne-niveau van te bereiken 38–42 dyne/cm voor voldoende inkthechting. Bedrukte krimpfolie elimineert de noodzaak van een apart etiket op veel producten en wordt veel gebruikt voor multipacks en promotionele verpakkingen.
Opstelling van krimptunnels en het effect ervan op filmprestaties
De krimptunnel – de verwarmde kamer die de krimp van de folie activeert – is de andere helft van het POF-verpakkingssysteem. Zelfs de beste filmkwaliteit zal slechte resultaten opleveren als de tunnel verkeerd is geconfigureerd. De drie regelbare tunnelvariabelen zijn temperatuur, bandsnelheid (verblijftijd) en luchtstroompatroon.
- Temperatuur te laag: De folie krimpt niet volledig, waardoor visogen (niet-gekrompen plekken), losse verpakking of zichtbare rimpels achterblijven, vooral op de hoeken van rechthoekige producten
- Temperatuur te hoog: De film krimpt te veel aan de randen voordat het lichaam de tijd heeft om zich aan te passen, waardoor brandgaten, ezelsoorstrepen op de hoeken of witte spanningsvlekken ontstaan door overmatige krimpspanning
- Verblijftijd te kort (bandsnelheid te hoog): Onvoldoende warmteoverdracht, vooral voor dikke producten met een hoge thermische massa die warmte uit de film en tunnellucht absorberen
- Ongelijkmatige luchtstroom: Hete of koude plekken in de dwarsdoorsnede van de tunnel zorgen voor een inconsistente krimp: de ene kant van de verpakking krimpt meer dan de andere, waardoor de verpakking scheef komt te staan of de folie ongelijkmatig over het product wordt getrokken
De meeste POF-films presteren optimaal in krimptunnels tussen 150–190°C met bandsnelheden tussen 6–15 meter per minuut , maar de juiste combinatie hangt af van de productgrootte, de thermische massa van het product en de specifieke filmkwaliteit. Voer testpakketten altijd uit op meerdere temperatuur- en snelheidscombinaties bij het kwalificeren van een nieuwe film of een nieuw productformaat, en niet slechts op één enkele instelling.
Het tunneltype is ook van belang. Heteluchttunnels zijn standaard en compatibel met alle POF-kwaliteiten. Kwarts-infraroodtunnels verwarmen de film directer en werken goed voor warmtegevoelige producten waarbij de luchttemperatuur in de tunnel lager moet worden gehouden: de film absorbeert stralingsenergie selectief zonder het product binnenin te oververhitten.
Veel voorkomende krimpfoliedefecten en hoe u deze kunt oplossen
De meeste defecten aan krimpverpakkingen hebben aanwijsbare oorzaken. Hieronder worden de meest voorkomende problemen en hun corrigerende maatregelen besproken:
| Defect | Waarschijnlijke oorzaak | Corrigerende actie |
|---|---|---|
| Fish-eye (niet-gekrompen plekken) | Tunneltemperatuur te laag of verblijftijd te kort | Verhoog de tunneltemperatuur of verlaag de bandsnelheid |
| Gaten of lekke banden verbranden | Tunneltemperatuur te hoog of film te dun voor product | Laager tunnel temp; upgrade to thicker gauge film |
| Hondenoren op de hoeken | Film krimpt aan de randen vóór het lichaam; hoge krimpkracht op de hoek | Laager temp, reduce film overhang; switch to high-shrink grade |
| Afdichtingsfout (open naad) | De temperatuur van de sealbalk is te laag, de verblijftijd is te kort of de folie is vervuild | Verhoog de sealbalktemperatuur of verblijftijd; controleer de film op olievervuiling |
| Wazige of melkachtige afdronk | Snelle afkoeling in de tunnel, of film die te gekrompen is, waardoor het wit wordt door stress | Laager tunnel temp; ensure gradual cooling at tunnel exit |
| Folie plakt aan de sealbalk | Sealbalk Teflon-coating versleten of staaftemperatuur te hoog | Vervang teflontape; verlaag de temperatuur van de sealbalk |
| Rimpels op het platte paneel van de verpakking | De foliewikkeling is te los voordat deze de tunnel binnengaat; ongelijkmatige luchtstroom | Verminder de snijlengte van de film; controleer de uitlijning van de tunnelluchtmondstukken |
Voedselveiligheid en naleving van regelgeving voor POF-film
POF-krimpfolie die wordt gebruikt bij toepassingen die direct of indirect met voedsel in contact komen, moet voldoen aan de voedselveiligheidsvoorschriften die bepalen welke additieven en basisharsen zijn toegestaan in de hoeveelheden die in de filmformulering worden gebruikt.
- Verenigde Staten: FDA 21 CFR 177.1520 heeft betrekking op polyolefinepolymeren voor contact met voedsel. Conforme POF-films zullen FDA-conformiteit vermelden op hun technische gegevensblad.
- Europese Unie: EU-verordening 10/2011 betreffende plastic materialen en voorwerpen die in contact komen met voedsel is van toepassing op POF-films die in Europa worden verkocht. Leveranciers moeten op verzoek een Verklaring van Overeenstemming (DoC) overleggen.
- China: GB 9685 en GB 4806.6 zijn van toepassing op kunststoffen die met voedsel in contact komen. POF-film voor de Chinese markt zou GB-conformiteitsdocumentatie moeten bevatten.
Vraag altijd een verklaring van conformiteit met voedselcontact aan bij de folieleverancier voordat u een POF-kwaliteit gebruikt voor directe voedselverpakking — de basishars voldoet mogelijk wel, maar specifieke additievenpakketten (slipmiddelen, antistatisch, anticondens) zijn mogelijk niet goedgekeurd voor alle soorten voedsel of alle contacttemperaturen. Dit onderscheid tussen de naleving van de basishars en de volledige naleving van de formulering wordt vaak over het hoofd gezien.
Duurzaamheidsoverwegingen voor POF-krimpfolie
De duurzaamheid van plastic verpakkingen staat wereldwijd onder toenemende druk van regelgeving en consumenten. POF-krimpfolie heeft een gunstiger milieuprofiel dan PVC, maar er zijn nog steeds praktische opties om de impact op het milieu te verminderen:
- Bronreductie: Het verlagen van 19 naar 15 micron waar de kwetsbaarheid van het product dit toelaat, vermindert het materiaalgebruik met ongeveer 21% per verpakking. Dit is de grootste impact op de meeste operaties.
- Recycleerbaarheid: POF-film is geclassificeerd als een polyolefine (#4 LDPE of #2 HDPE) en is technisch recycleerbaar via flexibele filminzamelingsstromen, waar deze bestaan. Verontreiniging en de inzameling van gemengde polymeren beperken echter de praktische recyclingpercentages in de meeste regio's.
- Gerecycleerde inhoud POF: Post-consumer gerecyclede (PCR) inhoud POF-films zijn nu verkrijgbaar bij verschillende fabrikanten, doorgaans met 30-50% gerecyclede inhoud, terwijl de functionele prestaties voor non-food toepassingen behouden blijven.
- Biogebaseerde POF: Biopolyolefinefilms afgeleid van suikerrietethanol zijn in de handel verkrijgbaar. Ze zijn chemisch identiek aan uit fossiele brandstoffen afkomstige POF en volledig compatibel met bestaande machines, maar brengen een aanzienlijke kostenpremie met zich mee van 30-60% ten opzichte van standaardfilm.
- Filmeliminatie: Voor sommige productcategorieën kan POF-krimpfolie worden vervangen door kartonnen banden, papierkrimp (op basis van plantaardige vezels) of het volledig elimineren van de buitenverpakking. De meest impactvolle reductie is helemaal geen folie als de productbeschermingseisen dit toelaten.
De EU-Verordening inzake Verpakkingen en Verpakkingsafval (PPWR), die naar verwachting geleidelijk in 2030 volledig van kracht zal worden, zal minimale vereisten voor gerecycleerde inhoud en recycleerbaarheidsnormen opleggen aan alle verpakkingsmaterialen, inclusief krimpfolies. Verpakkingsingenieurs die vandaag de dag POF-films specificeren, zouden de materiaalkeuzes moeten beoordelen aan de hand van de PPWR-doelstellingen voor gerecyclede inhoud van 30-35% voor plastic films in 2030.
Hoe u de juiste POF-film voor uw toepassing selecteert
De selectie terugbrengen tot een praktisch beslissingsproces: beantwoord deze vragen op volgorde en het juiste filmcijfer wordt duidelijk.
- Is het product food of non-food? Contact met voedsel vereist een film die voldoet aan FDA/EU 10/2011. Vraag vóór de bemonstering een verklaring van overeenstemming aan.
- Wordt het product gekoeld of koud bewaard? Zo ja, specificeer de anticondensklasse.
- Wat is het zwaarste gewicht en de meest onregelmatige vorm van het product? Deze bepalen de minimale dikte en of een hoge krimpkwaliteit nodig is.
- Wat is uw type verpakkingsmachine? L-bar sealer → middenvouwfolie. Zij- of achtersealmachine → enkelvoudig opgewonden. Dit is niet onderhandelbaar.
- Wat is uw doorvoerdoel in verpakkingen per minuut? Boven 40 ppm zijn doorgaans films met een lage COF en een dikte van minimaal 15 micron vereist voor betrouwbare afdichting op hoge snelheid.
- Is er op de verpakking een merklogo rechtstreeks op de folie gedrukt? Zo ja, specificeer dan de met corona behandelde afdrukbare kwaliteit en bevestig het dyne-niveau bij uw printer.
- Welke duurzaamheidseisen gelden? Specificeer vereisten voor gerecyclede inhoud of biogebaseerde opties waar dit vereist is door het beleid van retailers of komende regelgeving.
Zodra u filmkwaliteiten op basis van deze criteria op de shortlist heeft gezet, moet u altijd productietests uitvoeren voordat u zich engageert voor bestellingen van volledige volumes. Een proefrit van 2 à 3 rolmonsters door uw daadwerkelijke machine en krimptunnel, op uw daadwerkelijke product, is de enige betrouwbare manier om te bevestigen dat laboratoriumspecificaties zich vertalen in de productieprestaties. Het filmgedrag onder reële productieomstandigheden – inclusief variaties in de omgevingstemperatuur, producttemperatuur en machinesnelheid – kan aanzienlijk verschillen van datasheetwaarden gemeten onder gecontroleerde laboratoriumomstandigheden.
Aanbevolen producten






Neem contact met ons op
Wilt u meer weten?
- E-mail: [email protected]
- Phone: +86-18761594570 (mevrouw Jenny Chen)
- WhatsApp: +86-18761594570
- Address : Nr. 58-2, Panlongshan Road, Shanguan Town, Jiangyin City, provincie Jiangsu, China
Snelle koppelingen
Productcategorieën
Volg ons
Auteursrecht © 2025 by Jiangyin Guanghong verpakkingsmaterialen Co., Ltd. Rights Reserved.
 POF-krimpfoliefabrikanten
POF-krimpfoliefabrikanten